




فعالیت های روزانه مجتمع فولاد و ذوب آهن ازنا



















































































































































































































")






















































شرکت در مسابقه طراحی درب ورودی مجتمع فولاد و ذوب آهن ازنا
مهلت ارسال طرح به اتمام رسیده است .

1
نمودار جریان فرآیند واحد نورد اشتکل برای تولید مورد نظر به شرح زیر است:
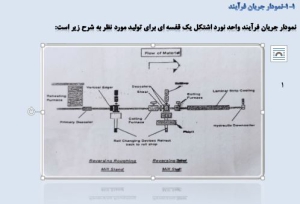
2
ناحیه انبار تختال
تختال توسط تریلر به ناحیه انبار تختال حمل شده و در آنجا در کپه هایی که به این منظور در نظر گرفته شده به صورت منظم انبار می شود. در زمان مورد نیاز تختال ها توسط جرثقیل سقفی حمل شده و روی میز ورودی کوره قرار می گیرد. در صورت توسعه واحد و احداث کارگاه ریخته گری تختال، این امکان وجود دارد تختال ها مستقیماً از خروجی کارگاه ریخته گری به میز ورودی کوره انتقال یابند. در این حالت تختال ها به صورت گرم به کوره نورد اشتگل شاررژ میشوند و در انرژی مورد نیاز برای گرم کردن تختال صرفه جویی خواهد شد.
6
کلکتور ها در درون یک کلاهک پوششی( (Hood قرار دارند .سرعت ماگزیمم عبور تختال از پوست زدا ،برای پوسته زدایی اپتیمم با در نظر گرفتن پارامترهای عملی سیستم ۱/۵ متر بر ثانیه است. پارامترهای سیستم پوسته زدا با توجه به برنامه های محاسباتی خارج از خط(Off- line calculation programs ) توسط VAI ابداع و توسعه یافته و نتایج آزمایشی آن در خط(Mill trails) که توسط VAI انجام پذیرفته انتخاب شده است. بعد از اینکه تختال ها پوست زدایی شدند ازطریق رولیک های غلتکی به طرف نورد اشتگل انتقال مییابند.

8
در هر عبور((Pass، تختال با شتاب کمتری بر روی میز غلتکی حرکت کرده و توسط مکانیزم راهنمای ورودی هم مرکز می گردد. سپس در انتقال به سمت قفسه رفت و برگشتی کتاب می گیرد. این وضعیت حرکت در دو طرف قفسه رفت و برگشتی به همین ترتیب است. در خلال این حرکت فاصله غلتک ها(Roll gap )توسط سیستم کامپیوتری تنظیم می گردد.
تعویض غلتک های کاری توسط سیلندرهای هیدرولیکی که بر روی پلیت کف مفصلی(Swivel floor plate ) روبروی قفسه نصب شده است انجام می پذیرد. به منظور تعویض سریع غلتک ها نیز دارای حرکت جانبی((Side -Shifting است.
تعویض غلتک های پشتیبان ( (Back-up Roolsتوسط یک هیدرو سیلندر انجام میشود .
انتقال غلتکهای کاری به کارگاه سنگ زنی غلتک((Roll shop به صورت مستقیم و انتقال غلتک های پشتیبان به وسیله یک جرثقیل و تلشکی( (Transfer- car به عمل می آید.

11
میز خروجی و سیستم خنک کننده آرام (Runout table and laminar cooling)
میز خروجی بعد از نورد اشتکل قرار دارد و برای انتقال محصول ورق از نورد به سیستم خنک کننده آرام در نظر گرفته شده است.
سیستم خنک کننده آرام در بالا و پایین میز خروجی قرار گرفته و به منظور خنک کردن ورق تا رسیدن به دمای لازم برای کلاف شدن تعبیه شده است .
مدل کلاف کردن با انتخاب دستی و همچنین با انتخاب توسط سیستم کامپیوتری فرایند امکان پذیر است.
کلکتور های بالایی در موقع اضطراری می تواند توسط سیستم هیدرولیکی بالا آورده شود.
مجموعه رولرها و موتورها روی یک شاسی مشترک قرار دارند به نحوی که تعویض آنها ساده می باشد. سطوح رولرها توسط کلکتوری که زیر آن تعبیه شده خنک می شود .

12
– سیستم کلاف کن نهایی(Upcoiler)
در انتهای میز خروجی سیستم کلاف کن نهایی و غلتک های فشاری(Pinch roll) قرار دارد.
غلتک های فشاری ورق را به سمت کلاف کن هدایت می کند و کشش لازم را در ورق به منظور ایجاد انجام عملیات کلاف کردن ایجاد می نماید. فاصله بین غلتک ها توسط سیلندرهای هیدرولیکی بر اساس ضخامت ورق تنظیم می گردد. بعد از عبور ورق از فاصله بین غلتک ها در سیستم غلتک های فشاری ،سیلندرهای هیدرولیکی فعال میشوند تا در حالت فشار قرار گرفته و نیروی لازم را به ورق جهت هدایت آن وارد نمایند.( این نیرو بستگی به ضخامت و نوع گونه فولادی ورق دارد). سیستم کلاف کن دارای ۳ دستگاه سیستم غلتک های پوششی فشاری(Wrapper roller) است. هر کدام از این غلتک ها سیستم محرک و مفصلی جداگانه دارند. این سیستم به صورت هیدرولیکی کار میکند دارای کنترل مرحلهای((Step control است.
بعد از سیستم کلاف کن ،کلاف ها روی ماشین کلاف جمع کن قرار گرفته به ایستگاه تسمه زنی(Coil banding station) منتقل میشوند. بعد از آن کلاف ها به ماشین حمل کلاف(Coil car ) دیگری انتقال یافته و از طریق سیستم انتقالی گامی( (walking beam conveyor که در آن کلاف توزین و علامت گذاری نیز می شود توسط جرثقیل سقفی به محوطه انبار کلاف حمل می شود.

13
سیستم انتقالی کلاف (Coil transport)
چند دستگاه انتقالی از جمله ماشین کلاف جمع کن ،ماشین بلند کننده کلاف ،ماشین انتقال کلاف ،سیستم انتقال گامی کلاف ها را حمل و به ایستگاه بازرسی کلاف منتقل می نمایند .

– ایستگاه بازرسی کلاف (Coil inspection stion )
به منظور بازرسی سطح کلاف ،نمونه های بریده شده کلاف از سیستم انتقالی گامی جدا شده و نهایتاً به ایستگاه بازرسی منتقل می شوند .بعد از بازرسی کلاف ،کلاف توسط ماشین انتقال کلاف به ایستگاه تسمه زنی منتقل می شود.بعد از تسمه زنی کلاف ،کلاف توسط جرثقیل مجدداً به ناحیه انبار باز میگردد.

14
– ناحیه انبار کلاف
کلاف های گرم نورد دیده بعداً به نگهدارندههای کلاف(Coil racks )منتقل شده و تا خنک شدن کامل و امکان انتقال آنها روی آن استقرار می یابد .


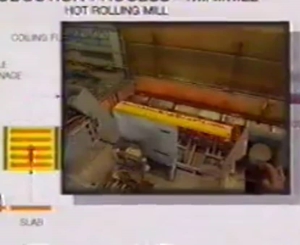
نمونه از خط تولید واحد مشابه





































{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}